
곡선당김금구
(Steady Arms/HSL)
1. 적용범위 및 규격
1.1 적용범위
이 규격은 고속철도 전차선로의 고속 본선 구간 및 분기구간, 역구내의 특수개소에 사용되는 곡선당김금구(이하“당김금구”라 한다)에 대하여 적용한다.
1.2 규격
당김금구의 종류는 표 1과 같다.
[표 1] 당김금구의 종류
| 기 호 | 용 도 | 파괴하중(N) | 부도 |
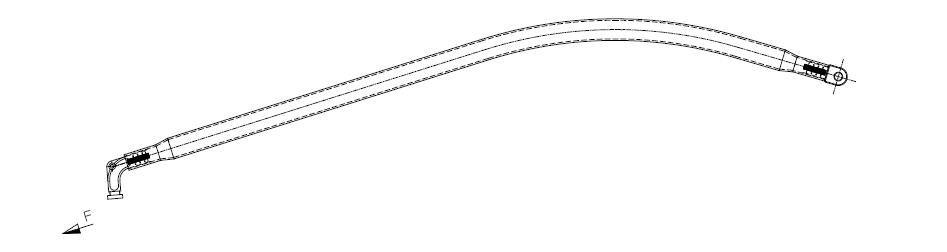
| SSA140 | 특수구간용, 이중파이프 보강형 | 6,000 | 부도 1 |
| SA120 | 본선용(350km/h이하급) | 6,000 | 부도 2 |
| SA120-400 | 본선용(400km/h급) | 7,500 | 부도 3 |
| SA130 | 오버랩 구간용 | 6,000 | 부도 4 |
| SA130-400 | 본선용(400km/h급) | 7,500 | 부도 5 |
| SA175 | 분기구간용 | 6,000 | 부도 6 |
| SA200 | 분기구간용 | 6,000 | 부도 7 |
| SSA200 | 분기구간용(강제) | 6,000 | 부도 8 |
| SA080 | 특수개소용(역구내) | 6,000 | 부도 9 |
| <부도 1> |  |
| <부도 2> |  |
| <부도 3> |  |
| <부도 4> |  |
| <부도 5> |  |
| <부도 6> |  |
| <부도 7> | 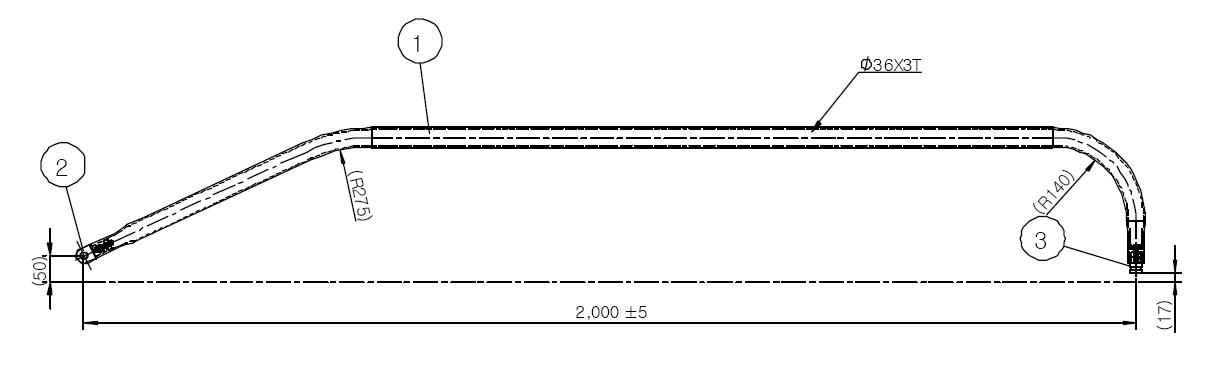 |
2. 인용표준
| KS B 0426 | 강의 열간 형 단조품 공차(해머 및 프레스 가공) |
| KS B 0801 | 금속 재료 인장 시험편 |
| KS B 0802 | 금속 재료 인장 시험 방법 |
| KS B 0805 | 금속 재료의 브리넬 경도 시험 방법 |
| KS D 0002 | 비철 금속 재료의 검사 통칙 |
| KS D 0201 | 용융 아연 도금 시험방법 |
| KS D 0213 | 강자성 재료의 자분탐상검사 방법 및 자분 모양의 분류 |
| KS D 2351 | 아연 잉곳 |
| KS D 3517 | 기계 구조용 탄소 강관 |
| KS D 3752 | 기계 구조용 탄소 강재 |
| KS D 6008 | 알루미늄 합금 주물 |
| KS D 6701 | 알루미늄 및 알루미늄 합금의 판 및 띠 |
| KS D 6761 | 이음매 없는 알루미늄 및 알루미늄 합금 관 |
| KS D 6763 | 알루미늄 및 알루미늄 합금 봉 및 선 |
| KS T 1002 | 수송 포장 계열 치수 |
| ASTM E 1444 | Standard Practice for Magnetic Particle Testing for Aerospace |
3. 재료 및 형태
3.1 재료
재료는 표 2에 따른다.
[표 2] 적용재료
| 기 호 | 적용재료 | KS 규격 |
| SSA140, SA120 SA130, SA175, SA200, SA080 |
5083TD | KS D 6761 |
| 5083P | KS D 6701 | |
| AC4CH | KS D 6008 | |
| SM45C | KS D 3752 | |
| SA200 | STKM13C | KS D 3517 |
| SM45C | KS D 3752 | |
| SA120-400 SA130-400 |
A6061TD | KS D 6761 |
| SM45C | KS D 3752 |
3.2 형태
3.2.1 당김금구의 형상 및 치수는 부도에 의한다.
3.2.2 알루미늄 관의 직경 및 두께 허용차는 도면에 명시된 것을 제외하고 표 4에 명시된 치수 허용차 이내로 한다.
3.2.3 당김금구 조립품의 길이 허용차는 도면에 명시된 것을 제외하고 표 5에 명시된 치수 허용차 이내로 한다.
3.2.4 분기구간용 SSA200의 강관 직경 및 두께 허용차는 도면에 명시된 것을 제외하고 KS D 3517에 따른다.
3.2.5 특수구간용 SSA140의 아이로드 및 그립의 허용차는 도면에 명시된 것을 제외하고 표 6을 따른다.
3.2.6 그 외 당김금구의 아이로드 및 그립의 허용차는 도면에 명시된 것을 제외하고 KS B 0426의 보통급에 따른다.
3.2.7 당김금구는 표면이 매끈하고 사용상 유해한 흠 등의 결함이 없어야한다.
[표 4] 관의 직경 및 두께 허용차
| 지름 허용차(mm) | 두께 허용차(mm) | 길이 허용차 | 굽음 허용차 | |||
| 지정된 지름과 1곳의 지름의 차 |
지정된 지름과 평균 지름의 차 |
지정된 두께와 임의 1곳의 두께의 차 |
지정된 두께와 평균 두께의 차 |
직관으로 봐서 |
임의 위치의 길이 300mm에 대하여 |
전체 길이(L)에 대하여 |
| ± 0.13 | ± 0.13 | ± 0.15 | ± 0.13 | + 4 | ± 0.13 | 0.3*L/300 이하 |
[표 5] 길이 허용차
| 공칭 치수 (㎜) | 허용차 (㎜) | |
| (초과) | (이하) | |
| - 10 30 50 |
10 30 50 - |
± 0.3 ±1.0 ± 2.0 ±3.0 |
[표 6] 특수구간용 아이로드 및 그립의 허용차
| 공칭 치수 (㎜) | 허용차(mm) | |
| (초과) | (이하) | |
| - 30 |
30 50 |
± 0.42 ± 0.50 |
3.3 제조 및 가공
3.3.1 알루미늄관 및 강관
당김금구에 사용하는 알루미늄 합금관은 이음매 없는 심레스 방식으로 제조된 인발관을 사용하여야 하며, 관의 굽힘은 타원화가 덜 되도록 설계된 파이프 굽힘 기계를 사용하여 굽혀야 한다. 굽힘 기계 도구 및 부속품은 관 지름 및 상세 설계도에 표시된 굽힘 반경
과 잘 맞도록 조정해야 한다. 최대 굽힘 스트로크와 굽힘 속도는 제작하는 치수에 적합한 것을 사용해야 한다. 용접한 관을 사용하는 경우에는 용접은 반드시 관의 중심축(대칭 평면)에 대하여 직각으로 이루어져야 한다.
알루미늄 관을 압착하는 형태의 당김금구는 아이로드와 그립을 압착 조립하기 전 알루미늄 관의 끝 단 바깥지름을 줄인다.
3.3.2 아이로드(Eye rod) 및 그립(Grip)
(1) 알루미늄관 및 강관리벳팅 조립용
아이 로드와 그립을 알루미늄관에 조립하는 방법은 두 금구를 관에 넣은 후 ∅6.3㎜ 구멍을 부도와 같이 각각 2개씩 드릴링하여 리벳을 끼우는 방법으로 수행한다. 아이로드와 그립을 관에 넣기 전에 중성 그리스를 칠해준다.
(2) 알루미늄관 압착 조립용
아이 로드와 그립을 관에 넣기 전에 무초산 중성경화형 백색실란트를 도포하여 압착한다. 압착 유형은 제작자가 선택하여 적용할 수 있으며 관에 삽입되는 부분의 형상, 특징은 부도에 의한다.
3.3.3 특수구간용 SSA140은 알루미늄관을 용접하여 제작한다.
3.3.4 철재류 아이로드와 그립은 KS D 8308에 의거 전면 고르게 용융아연도금을 하여야 한다.
3.3.5 당김 금구는 유해한 흠 또는 갈라짐 등이 없도록 끝손질을 하여야 한다.
3.4 성능
3.4.1 성능
(1) 알루미늄관의 기계적 특성은 KS D 6761에 규정하는 A5083TD, 질별 H32 등급에 상당하는 성능을 가져야 한다. (단, SA120-400, SA130-400는 A6061TD, 질별 T6 등급에 상당하는 성능을 가져야 한다.)
(2) 강관 재질 시험편의 기계적 특성은 KS D 3517에 따른다.
(3) 아이로드와 그립의 기계적 특성은 표 7에 따른다.
[표 7] 아이로드와 그립의 기계적 성질
| 기 호 | KS 규격 |
| 적용 | |
| SSA140 | KS D 6008의 AC4CH-T6 |
| 그 외 | KS D 3752의 SM45C |
(4) 소성 변형 강도
당김 금구를 사용 조건과 같은 설치 상태에서 표 8에 있는 P의 인장 하중을 1분 동안 가하고 0으로 복귀하였을 때 소성 변형이 생기지 않아야 하며, 표 8에 있는 B의 인장 하중을 30초 동안 가했을 때 각 부품에 크랙이나 파손 등이 발생하지 않아야 한다.
[표 8] 소성변형 인장하중
| 기 호 | 인장하중(N) | |
| P(N) | B(N) | |
| SSA140 | 2,750 | 5,500 |
| SA120 | 2,300 | 4,600 |
| SA120-400 | 2,810 | 5,620 |
| SA130 | 1,650 | 3,300 |
| SA130-400 | 2,010 | 4,030 |
| SA175 | 3,000 | 6,000 |
| SA200 | 1,500 | 3,000 |
| SA080 | 3,000 | 6,000 |
(5) 파괴 하중
당김 금구를 사용 조건과 같은 설치 상태에서 파괴 하중을 가했을 때 파괴 하중은 표 1을 만족하여야 한다.
(6) 용융아연도금
(a) 아이 로드 및 그립의 용융아연도금 부착량은 600g/m²(84㎛)~1,780g/㎡(250㎛)이어야 한다.
(7) 진동 피로
당김금구를 전차선에 물리고 사용환경과 동일한 장력조건에서 2,000,000회의 내진동 회수를 가하여 균열, 파손 등의 이상이 없어야 한다.
단, 350km/h급의 시험은 본선용(SA120) 당김금구 한 종류에 한하여 대표규격으로 실시하며, 400km/h급은 SA120-400으로 시험한다.
4. 검사 및 시험
4.1 검사
4.1.1 검사의 분류
(1) 겉모양검사
(2) 치수검사
(3) 구조검사
(4) 무게검사
검사용 시료의 발췌는 임의로 추출되며, 수량은 표 9에 따른다.
[표 9] 검사용 시료 발췌 수량
| 제품 수량 | 시료 발췌 수량 | 합 | 부 |
| 1 ~ 25 | 2 | 0 | 1 |
| 26 ~ 50 | 3 | 0 | 1 |
| 51 ~ 90 | 5 | 0 | 1 |
| 91 ~ 150 | 8 | 0 | 1 |
| 151 ~ 280 | 13 | 0 | 1 |
| 281 ~ 500 | 20 | 1 | 2 |
| 501 ~ 1200 | 32 | 1 | 2 |
| 1201 ~ 3200 | 50 | 2 | 3 |
| 3201 ~ 10000 | 80 | 3 | 4 |
4.2 시험
4.2.1 시험의 분류
(1) 재질 시험
(2) 소성변형 시험
(3) 파괴하중 시험
(4) 용융아연도금 시험
(5) 진동피로 시험
(6) 자분탐상 시험
시험용 시료의 발췌는 임의로 추출되며, 수량은 표 10에 따른다.
[표 10] 시험용 시료 발췌 수량
| 제품 수량 | 시료 발췌 수량 | 합 | 부 |
| 1 ~ 50 | 1 | 0 | 1 |
| 51 ~ 150 | 2 | 0 | 1 |
| 151 ~ 500 | 3 | 0 | 1 |
| 501 ~ 1200 | 4 | 0 | 1 |
| 1201 이상 | 5 | 0 | 1 |
4.2.2 시험 방법
(1) 재질 시험
동일 재질의 시험편의 수량은 1개로 한다.
(a) 화학 성분 분석 시험
화학 성분은 표 2와 표 3의 재료를 만족하여야 한다.
(b) 인장 강도 시험
재료 시험은 KS B 0802에 따라 실시한다.
(c) 브리넬 경도 시험
KS B 0805에 따른다.
(2) 소성 변형 시험
당김 금구를 사용 조건과 같은 설치 상태에서 그림 1에 표시된 F 방향(아이 로드의 구멍 중심점에서 그립에 전차선이 물렸을 때를 가정한 전차선 축으로 향하는 일직선 방향)으로 표 8에 있는 P 크기의 인장 하중을 1분 동안 가하고 0으로 복귀하였을 때 소성 변형(plastic deformation)이 생겼는지를 당김 금구의 길이와 형태의 변화 등의 측정을 통하여 확인한다. 다음으로 표 8의 B의 크기의 인장 하중을 30초 동안 가했을 때 각 부품에 크랙이나 파손 등이 발생하지 않는지를 확인한다.
(3) 파괴 하중 시험
당김 금구를 사용 조건과 같은 설치 상태에서 부도에 표시된 F 방향(아이 로드의 구멍 중심점에서 그립에 전차선이 물렸을 때를 가정한 전전차선 축으로 향하는 일직선 방향)으로 표 1의 파괴 하중을 인가한다(그림 1 참조).
 |
파괴 하중 시험에서 규격별 인장 하중값 이전에 압축 연결 부위가 미끄러져 빠져나오거나 균열 등의 파괴가 일어나지 않아야 하며, 표 1의 당김금구 용도별 파괴하중 값까지 이상이 없을 때에는 파괴가 일어날 때까지 인장 하중을 높여 파괴가 일어나는 하중 값을 확인한다.
(4) 용융아연도금 시험
아연도금은 KS D 0201에서 규정한 부착량시험과 황산구리시험을 행하며, 도금부착량은 도금 두께 측정기로 확인하여야 한다. 황산구리시험방법에 의하여 시험할 때는 종지점에 달하는 횟수가 5회 이하로 되어서는 안된다.
(5) 진동 피로 시험
당김금구를 사용 장력 및 편위 등을 고려하여 동일한 횡하중을 받도록 전차선에 물린 후 수직진폭 +120㎜ 이상, 주기 0.5 ~ 5Hz의 진동으로 2백만회의 내진동 회수를 가한다.
(6) 자분탐상 시험
KS D 0213 및 ASTM E 1444에 따라 실시하여 AMS STD 2175의 Grade.C 이상이어야 한다.
4.2.3 결점 및 불량 분류
(1) 재질시험은 동일로트에 대하여 시료를 별도시편 또는 완제품에서 추출 시험한다.
(2) 각 시험(검사)의 해당 시료 수량만큼 시험한 결과, 불량품의 수량이 해당 표의 “합” 에서 명시한 수량 이하가 될 때 해당배치를 승인하고 “부”에 명시한 수량 이상이 되면 해당 배치를 불합격 처리한다.
(3) 겉모양, 치수, 구조 및 무게 검사는 불합격품이 발생한 로트에 대하여 전수 검사하여 선별한다.
4.3 시험(검사) 방식과 수준
4.3.1 시험(검사) 방식
시험(검사)는 인정 시험과 검수 시험으로 구별하여 다음에 의하여 시행한다.
(1) 인정 시험
제품의 초기 개발 및 제품에 영향을 줄 수 있는 설계 또는 재료의 변경 시 해당 항목에 대하여 시행하고, 국가 공인 시험 기관에서 발행한 시험 성적서를 제출하여야 한다. 시료의 수량은 항목당 3개로 하며, 재질시험은 4.2.2의 (1)항에 따른다.
(2) 검수 시험
인정 시험에 합격한 규격의 제품에 한하여 제품의 제작이 완료되어 주문자에게 인수 ․ 인도되는 단계에서 실시한다.
4.3.2 시험(검사) 수준
인정 시험과 검수 시험에서 시행하는 시험(검사) 항목은 표 11과 같다.
[표 11] 시험(검사) 항목
| 시험(검사) 명 | 인정시험 | 검수시험 | 비고 |
| 1. 겉모양, 치수, 구조 | ○ | ○ | |
| 2. 무게 검사 | ○ | ○ | |
| 3. 재질 시험 | ○ | ○ | 검수 시험은 mill sheets 대체 |
| 4. 소성변형 시험 | ○ | SSA200(강재)은 제외 | |
| 5. 파괴하중 시험 | ○ | ○ | |
| 6. 용융아연도금 시험 | ○ | ○ | |
| 7. 진동피로 시험 | ○ | ||
| 8. 자분탐상 시험 | ○ | 해당 부품(강재)만 적용 |
4.3.3 합격 품질 수준
[표 12] 시험(검사) 기준
| 시험(검사) 명 | 합격 품질 수준 | |
| 겉모양, 치수, 구조 | 3항 및 4항을 만족하여야 한다. | |
| 무게 검사 | 도면에 표시된 중량의 ±5%이내 | |
| 재질 시험 | 화학 성분 분석 시험 | 표 2와 표 3을 만족하여야 한다. |
| 인장 강도 시험 | ||
| 브리넬 경도 시험 | ||
| 소성 변형 시험 | 3.4항을 만족하여야 한다. | |
| 파괴 하중 시험 | ||
| 용융아연도금 시험 | ||
| 진동 피로 시험 | ||
| 자분탐상 시험 | 4.2.2의 (6)항을 만족하여야 한다. | |
5. 표시 및 포장
5.1 표시
5.1.1 내부 표시
제품의 사용상 지장이 없는 곳에 지워지지 않는 방법으로 품명(또는 제품 기호나 도번), 제조년 월, 제작자명(또는 제작자 약호)를 표시하여야 한다.
5.1.2 외부 표시
외부 포장 표면의 적당한 곳에 품명(또는 제품 기호나 도번), 제조년 월 및 제작자명(또는 제작자 약호)를 표시하여야 하며, 기타 필요한 추가 사항은 인수․인도 당사자 간의 별도 협정에 따른다.
5.2 포장
포장 방법 및 세부 사항은 인수․인도 당사자 간의 협정에 따르되 KS T 1002에 준한다.
국가철도공단 표준규격 KRSA-3012-R4
'전기,철도 기술자료 > 전차선' 카테고리의 다른 글
| CaKo250 가동 브래킷 (0) | 2026.03.26 |
|---|---|
| 자동장력조정장치 도르래식 (0) | 2026.03.25 |
| 장간애자(고분자 T-m) (0) | 2026.03.13 |
| 터널 브래킷(분리형) (1) | 2026.03.13 |
| 고속형 절연구분장치(NSI-230) (1) | 2026.03.13 |