스프링식 자동장력조정장치
Spring Type Automatic Tensioning Device
1. 적용범위 및 분류
1.1 적용 범위
이 규격은 가공전차선로의 전차선과 조가선의 온도변화에 의한 장력변화를 코일스프링의 탄성을 이용하여 자동으로 조정하는 스프링식 자동장력조정장치(이하 ‘장력장치’라 한다)에 대하여 적용한다.
1.2 분류
장력장치는 다음 표 1과 같이 분류한다.
[표 1]
| 종류 | 표준장력(kgf) | 동작범위(㎝) | 최대(표준)장력거리(m) |
| KRSB-20-S50 | 2,000 | 50 | 570(550) |
| KRSB-20-S63 | 63 | 680(650) | |
| KRSB-20-S76 | 76 | 800(750) | |
| KRSB-24-S37 | 2,400 | 37 | 470(450) |
| KRSB-24-S49 | 49 | 630(600) | |
| KRSB-24-S62 | 62 | 800(750) | |
| KRSB-28-S36 | 2,800 | 36 | 470(450) |
| KRSB-28-S48 | 48 | 630(600) | |
| KRSB-28-S60 | 60 | 800(750) | |
| KRSB-30-S39 | 3,000 | 39 | 470(450) |
| KRSB-30-S53 | 53 | 630(600) | |
| KRSB-30-S63 | 63 | 800(750) |
※ 장력장치의 호칭은 규격명과 종별로 표시한다.
(예) 스프링식 자동장력조정장치 KRSB-20-S50
< KRSB(Korea Railroad Spring Tension Balancer) - 표준장력 - 동작범위 >
2. 적용자료
KS D 0201 용융 아연 도금 시험방법
KS D 8308 용융 아연 도금
3. 필요조건
3.1 재료 및 구조
3.1.1 재료
3.1.1.1 장력장치의 본체 및 각 부품에 사용하는 재료는 제작도면에 의한다.
3.1.1.2 스프링의 화학성분 및 기계적 성질은 [표2] 및 [표 3]과 같으며, 화학성분은 [표 3] 및 [표 5] 및 [표 6]을 만족할 경우 [표 2]와 다르게 구성할 수 있다.
[표 2] 화학성분
| C[%] | Si[%] | Mn[%] | P[%] | S[%] | Cu[%] | Cr[%] | V[%] |
| 0.58~0.6 | 1.35~1.6 | 0.35~0.6 | max 0.03 | max 0.03 | max 0.25 | 0.4~0.7 | 0.15~0.2 |
[표 3] 기계적 특성
| 인장강도 [MPa] |
내력(0.2%) [MPa] |
신장[%] | 압축[%] | 경도(HB) |
| Tensile Strength | Yield Strength | Elongation | Reduction of Area | Hardness |
| 1230 이상 | 1080 이상 | 9 이상 | 20 이상 | 363~429 |
3.1.1.3 스프링 및 내․중통 표면에 도포하는 그리스(Grease)는 [표 4]에 의한 것 이상이어야 한다.
[표 4]
| 증조제 | 외관 | 적점 | 최고사용온도 | 조도 |
| Ca 비누 | 버터모양 | 85[℃] | 70[℃] | 220~250 |
3.1.2 구조
3.1.2.1 장력장치 본체의 구조는 코일스프링, 통, 회전방지기구, 취부금구 등으로 구성한다.
3.1.2.2 장력장치의 눈금자는 합성전차선 등 외력 및 통의 회전에 의한 비틀림이 생겨도 그 취부상태는 변함없이 상시 하향 구조로 한다.
3.1.2.3 플레이트와 내․중․외통부의 용접은 반자동아크용접(탄산가스 용접)을 시행한다.
3.1.2.4 내장되어 있는 스프링은 쇼트 피닝(Shot peening) 후 오일 프라이머(Primer)를 가하고, 소부 도색을 행하며, 스프링 및 내․중통 표면에 그리스(Grease)를 충분히 도포하여야 한다.
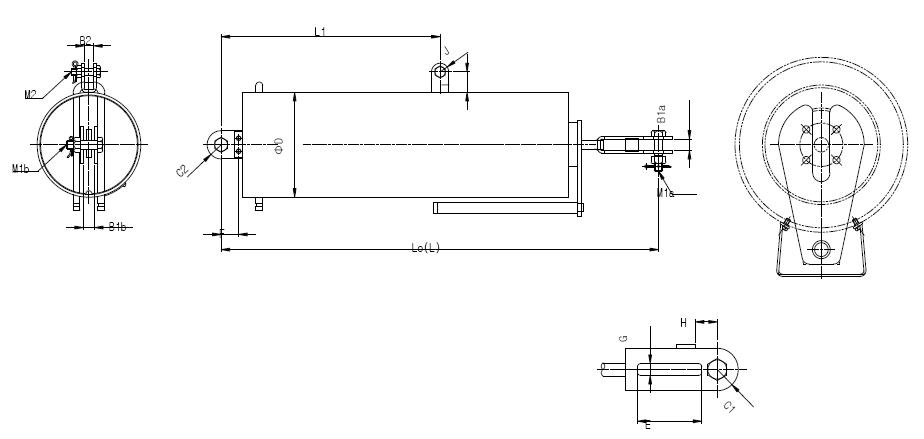
3.2 형상 및 치수
장력장치의 형상 및 치수는 제작도면, [표 5], [표 6]에 의한다.
[표 5] <장력장치 외형도 >
 |
| 구분 | 조립길이 L0[㎜] |
표준길이 L[㎜] |
B1a, B1b [㎜] |
B2 [㎜] |
M1a, M1b [㎜] |
M2 [㎜] |
L1 [㎜] |
C1 [㎜] |
|||
| KRSB-20-S50 | 1621 | ±11 | 1987 | ±11 | 26±1 | 22±1 | M20 | M16 | 1000 | ±7 | 32.5 ±1 |
| KRSB-20-S63 | 1939 | 2397 | |||||||||
| KRSB-20-S76 | 2257 | 2808 | |||||||||
| KRSB-24-S37 | 1376 | 1648 | 32±1 | 26±1 | M24 | M20 | 600 | 35±1 | |||
| KRSB-24-S49 | 1689 | 2051 | 1000 | ||||||||
| KRSB-24-S62 | 2002 | 2455 | |||||||||
| KRSB-28-S36 | 1382 | 1642 | 41±1 | 26±1 | M30 | M20 | 600 | 40±1 | |||
| KRSB-28-S48 | 1697 | 2043 | 1000 | ||||||||
| KRSB-28-S60 | 2012 | 2445 | |||||||||
| KRSB-30-S39 | 1472 | 1763 | |||||||||
| KRSB-30-S53 | 1817 | 2206 | |||||||||
| KRSB-30-S63 | 2162 | 2649 | |||||||||
[표 6]
| 구분 | H [㎜] |
G [㎜] |
E [㎜] |
I [㎜] |
J | C2 [㎜] |
D [㎜] |
최대질량 [㎏] |
| KRSB-20-S50 | 46±2 | 18±1 | 60~ 100 |
47±3 | 20±1 | 32.5±1 | 241.8±2.5 | 240 |
| KRSB-20-S63 | 290 | |||||||
| KRSB-20-S76 | 330 | |||||||
| KRSB-24-S37 | 53±2 | 28±1 | 62±3 | 25±1 | 35±1 | 267.4±2.5 | 240 | |
| KRSB-24-S49 | 300 | |||||||
| KRSB-24-S62 | 350 | |||||||
| KRSB-28-S36 | 53±2 | 28±1 | 62±3 | 25±1 | 40±1 | 318.5±2.5 | 290 | |
| KRSB-28-S48 | 360 | |||||||
| KRSB-28-S60 | 430 | |||||||
| KRSB-30-S39 | 310 | |||||||
| KRSB-30-S53 | 390 | |||||||
| KRSB-30-S63 | 470 |
3.3 제조 및 가공
3.3.1 장력장치는 부도에 의하여 각 부를 관계치수로 정밀하게 제작하고 사용상 결함이 없어야 하며 스프링의 동작은 항상 원활하고 충분한 기능을 가져 사용목적에 이상이 없도록 제작하여야 한다.
3.3.2 용접부의 용접면은 용접에 앞서 불순물을 깨끗이 제거한 후 시행하고 용접완료 후는 스패터 (Spatter) 및 슬래그(Slag) 등을 완전히 제거하여 도금에 지장이 없도록 하여야 한다.
3.3.3 장력장치 내부에는 본체가 동작할 때 발생하는 중통, 내통의 회전을 방지할 수 있는 구조이어야 한다.
3.3.4 장력장치의 코일스프링 및 스테인레스 제품을 제외한 부분에는 KS D 8308에 의한 용융 아연 도금을 시행하여야 한다.
3.3.5 스프링의 기계적 성질은 합성전차선의 장력변화에 대응하여 신속히 동작하여야 하며, 장기간 사용하여도 탄성력의 변화가 없도록 가공(열처리 등) 하여야 한다.
3.4 성능 및 특성
3.4.1 장력장치의 사용 온도범위는 –20 ℃ ~ +40 ℃로 하며 대기 온도변화(60 ℃)에 충분히 대응할 수 있어야 한다.
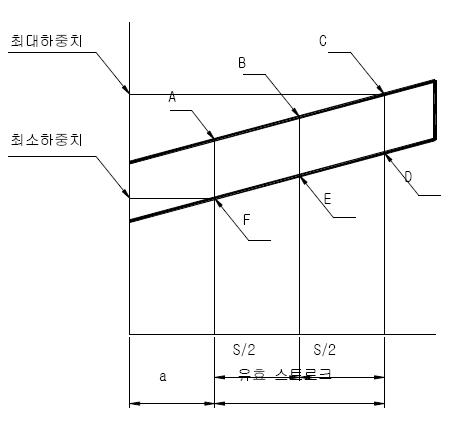
3.4.2 장력장치는 동작이 원활하여야 하며 동작방향은 전차선로 장력방향과 일치하여야 한다. 또한 각 종류마다 규정한 동작범위 외에 축소(마이너스)와 신장(플러스)에 각각 그 동작범위의 20 %의 여유 동작범위를 가져야 하며 측정방법 및 기준은 [표 7]과 같다.
[표 7]
 |
종류 | a | S/2 |
| [㎜] | [㎜] | ||
| KRSB-20-S50 | 116 | 250 | |
| KRSB-20-S63 | 143 | 315 | |
| KRSB-20-S76 | 171 | 380 | |
| KRSB-24-S37 | 87 | 185 | |
| KRSB-24-S49 | 117 | 245 | |
| KRSB-24-S62 | 143 | 3410 | |
| KRSB-28-S36 | 80 | 180 | |
| KRSB-28-S48 | 106 | 240 | |
| KRSB-28-S60 | 133 | 300 | |
| KRSB-30-S39 | 96 | 195 | |
| KRSB-30-S53 | 124 | 265 | |
| KRSB-30-S63 | 172 | 315 | |
| 1) A,B,C,D,E,F 점의 순서대로 장력 측정(가압, 감압) 2) A,B,C,D,E,F 점의 표준장력에 대한 장력변화율을 기록한다 a : 조립시부터 최소 하중시까지의 인출길이 S : 유효 스트로크 |
|||
3.4.3 장력의 허용차는 Stroke의 양단부에서 접촉저항의 히스테리시스를 포함 [표 8]과 같이 표준장력의 ±15 % 미만으로 한다.
3.4.4 장력장치의 인장내하중은 장력을 서서히 크게 할 경우, 최대장력(표준장력의 10 % 증)의 2.5배의 값에서 장력장치 각 부에 이상이 없어야 하며 종류별 인장내하중치는 [표 8]에 의한다.
[표 8]
| 구 분 | 인장내하중 | 시험허용장력 (표준장력 ±15 %이하) |
||
| 사용최대장력 [㎏f] |
인장내하중 [㎏f] |
최소허용장력 [㎏f] |
최대허용장력 [㎏f] |
|
| KRSB-20-S50 | 2,200 | 5,500 | 1,700 | 2,300 |
| KRSB-20-S63 | ||||
| KRSB-20-S76 | ||||
| KRSB-24-S37 | 2,640 | 6,600 | 2,040 | 2,760 |
| KRSB-24-S49 | ||||
| KRSB-24-S62 | ||||
| KRSB-28-S36 | 3,080 | 7,700 | 2,380 | 3,220 |
| KRSB-28-S48 | ||||
| KRSB-28-S60 | ||||
| KRSB-30-S39 | 3,300 | 8,250 | 2,550 | 3,450 |
| KRSB-30-S53 | ||||
| KRSB-30-S63 | ||||
4. 시험 및 검사
시험은 인정시험과 검수시험으로 구분하며 시험 및 검사는 다음 기준에 의하여 시행한다.
4.1 시험 및 검사 항목
시험 및 검사 항목은 다음과 같으며 시험결과의 양부는 국가공인기관에서 시행한 시험성적서에 의한다.
4.1.1 외관검사
육안으로 검사하여 사용상 유해한 흠, 변형, 변색, 도금 박리현상 등이 없어야 한다.
4.1.2 구조 및 치수검사
장력장치의 구조 및 치수는 3.1.2항 및 3.2항, [표 5], [표 6]을 만족 하여야 한다.
4.1.3 재질시험
제작도면에 명시한 주요 재품재료에 대하여 실시하여 3.1.1항의 기준을 만족하여야 하며, 국가공인 기관의 시험성적서로 대체할 수 있다.
4.1.4 하중시험
스프링에 대하여 시험하며 스프링 종류별로 [표 9]의 값을 만족하여야 한다.
[표 9]
| 구 분 | 조립시 | 표준시 | |||
| 높이[㎜] | 하중[kgf] | 높이[㎜] | 하중[kgf] | ||
| KRSB-20 | 외스프링 | 321.0 | 1710±6[%] | 269.0 | 2000±6[%] |
| 내스프링 | 316.0 | 1710±6[%] | 276.0 | 2000±6[%] | |
| KRSB-24 | 외스프링 | 313.0 | 2050±6[%] | 261.0 | 2400±6[%] |
| 내스프링 | 313.0 | 2050±6[%] | 274.0 | 2400±6[%] | |
| KRSB-28 | 외스프링 | 315.0 | 2395±6[%] | 265.5 | 2800±6[%] |
| 내스프링 | 315.0 | 2395±6[%] | 278.4 | 2800±6[%] | |
| KRSB-30 | 외스프링 | 346.0 | 2560±6[%] | 290.0 | 3000±6[%] |
| 내스프링 | 341.0 | 2560±6[%] | 302.5 | 3000±6[%] | |
4.1.5 내구시험
스프링에 대하여 시험하며 시험방법은 스프링 종류별로 [표 10]의 하중으로 5×10 4회를 반복하여 시험한 후 4.1.4항의 기준 값을 만족하여야 한다.
4.1.6 크리프(Creep) 시험
스프링에 대하여 시험하며 시험방법은 스프링 종류별로 [표 10]의 기준으로 상온에서 압축시험을 한 후 피로유무를 확인하여 4.1.4항의 기준 값을 만족하여야 한다.
[표 10]
| 구분 | 시험수량 | 내구시험 | 크리프시험 | ||
| 하중범위[kgf] | 가진 주파수[㎐] | 압축하중[kgf] | 압축시간[h] | ||
| KRSB-20 | 외스프링 및 내스프링의 우권, 좌권 (각 1개) |
1800 ~ 2200 | 0.5 ~ 5.0 | 2200 | 200 |
| KRSB-24 | 2160 ~ 2640 | 0.5 ~ 5.0 | 2640 | 200 | |
| KRSB-28 | 2520 ~ 3080 | 0.5 ~ 10.0 | 3080 | 200 | |
| KRSB-30 | 2700 ~ 3300 | 0.5 ~ 10.0 | 3300 | 200 | |
4.1.7 용융아연도금 시험
용융아연도금 시험은 KS D 0201에 의하되 부착량은 본체는 610 [g/㎡] 이상 유산동 시험횟수 6회 이상, 볼트․너트류는 350 [g/㎡] 이상 유산동 시험횟수 4회 이상으로 한다.
4.1.8 인장 내하중시험
조립상태에서 시험하되 사용최대장력의 2.5배의 하중을 3분간 가하여 각부에 이상이 없어야 한다.
4.1.9 동작시험
조립상태에서 시험하며 장력장치에 서서히 장력을 가하여 종단까지 인출한 후 서서히 장력을 감하면서 [표 7]에서 정한 각 지점의 장력표시눈금에서 장력을 측정하여 [표 8]의 값을 만족하여야 한다.
4.2 검사 방식과 수준
4.2.1 검사방식
시험은 인정시험 및 검수시험으로 구분하며 다음에 의하여 시행한다.
4.2.1.1 형식시험
본 제품의 초기 개발 시에는 다음 [표 11]의 전 항목을 시험하여야 하며 또한 제품에 영향을 줄 수 있는 설계․재료의 변경 시에는 해당항목에 대하여 시험하고 국가공인기관에서 발행한 시험성적서를 제출하여야 한다.
[표 11]
| 종 류 | 형식시험 (개) |
검수시험(개) | 비 고 | ||
| n≤50 | 50<n≤200 | n>200 | |||
| 외관검사 | 발췌 전수량 | 전량 | 전량 | 전량 | |
| 구조 및 치수검사 | 2 | 2 | 10 | 20 | |
| 재질시험 | 1 | - | - | 1 | |
| 하중시험(set) | 2 | - | - | 2 | 1set 4개 |
| 내구시험(set) | 1 | - | - | 1 | 1set 4개 |
| 크리프시험(set) | 1 | - | - | 1 | 1set 4개 |
| 용융 아연 도금 시험 | 2 | 1 | 1 | 2 | |
| 인장내하중시험 | 2 | 전량 | 전량 | 전량 | |
| 동작시험 | 2 | 전량 | 전량 | 전량 | |
4.2.1.2 검수시험
형식시험에 합격한 규격의 제품에 한하여 제품의 제작이 완료되어 주문자에게 인수․인도되는 단계에서 실시하며 검사 및 시험용 시료의 발췌는 임의로 추출되며 수량은 [표11]에 따른다.
4.2.2 검사수준은 [표 11]에 의하되 내구시험 및 크리프시험은 다음 순서대로 시행하여야 한다.
- 하중시험(톤수별 스프링 4개) → 내구시험 → 하중시험
- 하중시험(톤수별 스프링 4개) → 크리프시험 → 하중시험
4.3 합격 품질수준
3항 및 4항에 적합할 때 합격으로 한다.
5. 표시 및 포장
5.1 표시
1) 내부표시 : 제품의 사용상 지장이 없는 곳에 쉽게 지워지지 않는 방법으로 품명, 제작년월, 제작자명 또는 그 약호를 표시하여야 한다.
2) 외부표시 : 외부 포장 표면의 적당한 곳에 품명, 제작년월, 제작자명 또는 그 약호, 수량, 중량을 표시하여야 하며, 기타 필요한 추가사항은 인수․인도 당사자 간의 협정에 따라 별도 정할 수 있다.
5.2 포장
포장 방법 및 세부사항은 인수․인도 당사자 간의 협정에 따른다.
한국철도표준규격 KRS PW 0012 - 15 (R)
'전기,철도 기술자료 > 전차선' 카테고리의 다른 글
| 애자연결금구 (0) | 2026.03.31 |
|---|---|
| 터널 브래킷(폴리머제) (0) | 2026.03.31 |
| 활차식 자동장력 조정장치(3톤) (0) | 2026.03.30 |
| 자동장력 조정장치(2톤) (0) | 2026.03.30 |
| 직류철도용 현수애자(자기제) (0) | 2026.03.30 |