
1. 시공 일반
1) 용접시 사용하는 레일길이는 10m 이상의 것을 원칙으로 한다. 또한, 재용 레일을 사용하고자 할 경우에는 굴곡된 것을 사용하지 않도록 하고, 마모단면을 선별하여 비슷한 것끼리 사용하며, 단부의 끝닳음 부분은 충분히 절단한 후 용접한다.
2) 살부치기용접은 레일 및 크로싱의 일부 마모 및 결함으로 인하여 열차운행 및 선로보수에 지장이 있어 필요하다고 인정되는 곳에 시행한다.
3) 레일 용접부의 재용접은 다음 각 호에 따라 시행한다.
(1) 최초로 가스압접, 플래시벗용접, 25mm 테르밋용접 공법으로 용접을 시행한 후에 훼손이나 결함 등이 발생하여 재용접이 필요하다고 인정되는 개소에는 68mm 테르밋 용접을 시행하며, 용접부 절단길이는 65mm 이상이어야 한다.
(2) 68mm 테르밋 용접을 시행한 개소에 재용접을 시행할 경우에는 용접부의 절단길이가 200mm 이상이어야 한다.
4) 레일용접 시에는 직경 4mm와 5mm의 고장력 강용피복 아크용접봉 또는 표면 경화용 피복아크 용접봉을 사용하되 이들의 물리적 성질은 다음과 같아야 한다.
용접봉의 물리적 성질
| 종 류 | 인장력(MPa) | 신율(%) |
| 고장력강용 표면경화용 |
800 이상 800 이상 |
20 이상 10 이상 |
5) 용접봉은 피복재가 벗겨지지 않도록 주의하고, 훼손되었거나 습기를 흡수한 것은 사용 하여서는 안 되며, 사용 전에 반드시 105±5℃의 온도로 1시간 이상 건조시킨 후에 사용한다.
6) 레일을 절단할 경우에는 반드시 수직 고정 장치가 장착된 레일절단기를 사용하여 수직으로 절단한다.
7) 살부치기용접을 할 경우에는 모재의 표면을 그라인딩 하고 후로우를 완전히 삭정, 제거한다.
8) 레일에 구멍을 뚫을 경우에는 반드시 레일드릴을 사용하고, 천공면을 손줄 및 그라인더 등으로 정리한다.
9) 용접시 레일절단이 필요 없는 경우에는 와이어 브러시나 스랙 햄머 등으로 레일 단부면 및 용접부 전후 10cm 구간을 철저히 청소하여 불순물과 녹 등을 완전히 제거한다.
특히 가스압접 시에는 단면용 그라인더로 단면을 다듬질한 후 전면의 거칠기가 50S(KS B0507)가 되도록 하고, 각의 둘레를 줄로 삭정한다.
10) 용접 후 용접개소의 여성부는 모재면(저부는 제외)에 맞추어 다듬질하되, 다듬질 후의 표면 거칠기는 레일 두부의 상면 및 측면에서 50S, 복부 및 기타 부분에서 100S 이내이어야 한다.
11) 레일체결장치 해체 등과 같이 용접하기 전에 준비작업으로 행한 궤도의 임시변상(變狀) 및 재료의 이동 등은 용접이 끝난 즉시 감독자 입회하에 원상 복구한다.
12) 공사 중에 발생된 철거발생품은 감독자의 지시에 따라 적치 정돈한다.
13) 레일 용접 후 또는 크로싱 재생 후에는 용접부의 모든 표면을 깨끗이 청소하고 백등유 등을 발라야 한다.
14) 표시는 다음 각 호에 따른다.
(1) 이음용접 시공 후에는 용접부 근처 레일두부 측면의 윗면에서 하방 20mm 지점에 글자의 윗부분이 일치되도록 스탬프 펀치를 이용하여 용접년도와 용접공 고유번호를 표시한다.
(2) 글자의 크기는 가로 6.6mm × 세로10mm로 한다.
2. 용접부의 검사
1) 용접방법별 검사종별 및 시편은 <표>와 같다. 다만, 엔크로즈드 아크용접 중에서 레일 및 크로싱의 살부치기용접은 외관검사와 경도시험만을 시행한다.
용접방법별 검사종류
| 검사종목 용접벙법 |
엔크로즈드 아크용접 |
가스압접용접 | 테르밋용접 | 플래시벗용접 | |
| 외관검사 | 전수 | 전수 | 전수 | 전수 | |
| 침투탐상검사 | 전수 | 전수 | 전수 | ||
| 자분탐상검사 | 전수 | 전수 | 전수 | ||
| 초음파탐상검사 | 전수 | 전수 | 전수 | 전수 | |
| 경도시험 | 5%이상 (1개소 5점) | 5%이상 (1개소 5점) | 5%이상 (1개소 5점) | 5%이상 (1개소 5점) | |
주) 가스압접용접의 검사종목 중 좌측 난의 자분탐상검사가 곤란한 경우는 우측 난의 침투탐상과 초음파 탐상검사를 실시한다.
2) 레일용접부에 대한 외관검사는 다음 각 호에 따른다.
(1) 두부면 요철, 균열
(2) 굽힘, 비틀림
(3) 언더컷, 블로우 홀
3) 자분탐상 검사결과 유해한 결함이 없어야 한다.
4) 초음파탐상 검사는 다음 각 호에 따른다.
(1) 모든 용접개소에 대하여 레일 용접부의 초음파 탐상을 실시하여 융합불량(불출분한 융해)과 같은 유해한 결함이 없어야 한다.
(2) 유해한 결함의 측정위치 및 범위는 다음과 같다.
초음파탐상 측정위치
 |
① 두부와 저부 : 2등급 이상의 결함
② 복부 : 3등급 이상의 결함
결함의 범위
| 구 역 | 유해한 결함의 범위 |
| A구역 | 2, 3, 4등급 |
| B구역 | 3, 4 등급 |
③ 결함등급의 분류는 부록Ⅱ ‘레일용접부 초음파탐상지침’에 의한다.
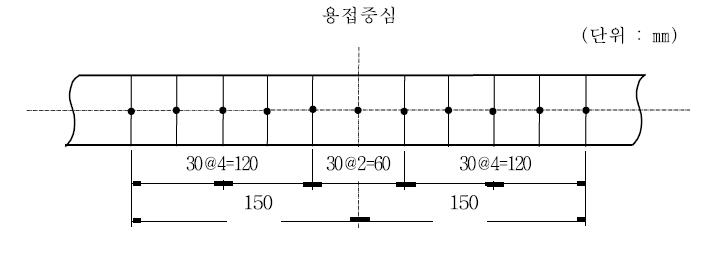
5) 경도시험은 브리넬 또는 쇼어경도로서 다음 범위 내에 들어야하며, 경도측정위치는 다음과 같다.
| 구 분 | 브리넬 경도(Hb) | 쇼어 경도(Hs) |
| 경도 범위 | 240~340 | 36~50 |
경도측정 위치
 |
6) 낙중시험은 다음 각 호와 같이 한다.
(1) 시험편은 지급된 레일(길이 1,500mm±50mm)의 중앙부를 절단하고 이를 맞대어 용접 한 후 소정의 연마 및 열처리를 하고, 교부받고자 하는 용접 공법 종류별로 각각 2개씩 제작한다.
(2) 낙중시험은 용접부를 중심으로 지점간 거리를 914mm로 하여 중량 907kgf의 추를 0.5m 높이로부터 0.5m씩 낙고를 높이면서 반복 시행하며, 다음 표의 최대 높이에서도 레일 두부 및 레일 저부의 어느 부분에도 파손, 균열, 터짐이 없어야 한다.
용접별 낙중시험
| 레일종류 | 엔크로즈드 아크용접 |
가스압접 용접 |
테르밋 용접 |
플래시벗 용접 |
| 50㎏ 신품레일 | 1.5m | 2.0m | 1.5m | 2.0m |
| 60㎏ 신품레일 | 2.0m | 3.0m | 2.0m | 3.0m |
| 50㎏ 재사용 레일 | 1.0m | 1.5m | 1.0m | 1.5m |
| 60㎏ 재사용 레일 | 1.5m | 2.5m | 1.5m | 2.5m |
(3) 용접 후의 줄맞춤 및 면맞춤의 틀림은 용접부를 중심으로 1m 직자에 대하여 레일두부 및 궤간내측부에 한하여 10배 확인이 가능한 레일직진도 검사기로 점검하며, 줄맞춤 및 면맞춤에 대한 틀림값은 다음 치수 이내 이어야 한다.
용접후의 줄맞춤과 면맞춤 기준
| 구 분 | 레일(mm) | 중고레일(mm) |
| 줄맞춤 | ± 0.4 | ± 0.5 |
| 면맞춤 | 일반 +0.4, -0.1 고속 +0.3, 0.0 |
± 0.5 |
(7) 끝다듬 검사는 KS B0507(표면거칠기 표준면)에 따라 촉감 및 시각 등으로 비교 검사하여 3.1 시공 일반의 3.1.10항의 규정에서 정한 기준을 만족한다.
(8) 재용접 개소에 대한 용접방법별 검사종목 및 품질기준은 ‘3.2 용접부의 검사’에서 정한바에 의한다.
(9) 감독자는 공사감독일지와 수급인의 시공기록표를 보관한다.
철도건설공사전문시방서(궤도편)
'전기,철도 기술자료 > 철도상식' 카테고리의 다른 글
| 플래시벗 용접 (0) | 2025.11.25 |
|---|---|
| 가스압접 (0) | 2025.11.24 |
| 콘리트궤도 레일신축이음장치 설치 (1) | 2025.11.24 |
| 자갈궤도 레일신축이음장치 설치 (0) | 2025.11.24 |
| 콘크리트궤도 분기기 부설 (0) | 2025.11.24 |