
1. 시공 방법
1) 레일맞춤 및 중심을 합칠 때에는 다음에 따른다.
(1) 단면이 오손 또는 변형되지 않도록 레일을 도입한다.
(2) 단면의 직각은 틀림이 없어야 하며 레일 두부면의 차는 0.1mm 이하로 한다.
(3) 양 단면을 합칠 때의 틀림은 저부에서 0.2mm 이내, 복부에서 0.4mm 이내로 한다.
(4) 이음용접 후 레일의 사용방향(좌측 또는 우측)이 레일 두부 상면과 궤간 내측을 직선이 되도록 한다.
(5) 레일의 사용방향(좌측 또는 우측)이 확실치 않은 것은 좌우 방향을 중심으로 맞추고 상하 방향은 두부 상면이 직선이 되도록 한다. 단, 오차를 저부에 둔다.
2) 레일의 엇갈림, 굴곡 등은 적열(適熱) 중에 교정한다. 교정 도중에 냉각되어 교정이 곤란한 경우에는 재가열한 후에 교정한다.
3) 가열 압접이 끝난 후에는 되도록 빨리 트리밍 하되, 트리밍은 적열 중에 시행하고, 깊이 깎여 들어가지 않도록 하며, 여유두께가
1~1.5mm가 되도록 한다.
4) 가압, 가열 및 용접은 다음 <표>에 의한다.
가압 및 가열작업
| 레일종별 | 가압력 (tonf) |
클램프압력 (tonf) |
혼합가스압력 (㎜Hg) |
압축량(㎜) | |
| HH340. HH370 | 기타 | ||||
| 50N | 16~18 | 20~21 | 45~60 | 30이상 | 24이상 |
| 60 | 17~19 | 20~21 | 50~65 | 30이상 | 24이상 |
5) 두부 열처리레일을 용접 후 다음 각 호에 따른 후열처리를 한다.
(1) 후열처리 전에는 후열처리용 버너의 정비, 각종 압력계 및 유량계의 조정 등 사전준비를 면밀히 시행한다.
(2) 후열처리장치를 사용할 경우에는 가열개시 및 시공시간, 가열범위, 공냉시간, 공냉범위 등에 유의하고 다음 조건을 표준으로 한다.
① 용접중심부의 두부 표면온도가 600℃가 될 때 재가열을 시행하며, 용접 범위를 열처리하여 적당한 온도(레일 두부표면온도 약 1,000℃)까지 가열한 후 버너를 끄고 강제 공냉한다. 이때 버너의 움직임 폭은 150mm범위로 한다.
② 가열조건은 다음 <표>를 표준으로 한다
가열조건
| 구분 | 유량계 입구압력 | 유량계눈금 |
| 산소 | 5.0 bar (0.5 MPa) | 100 ℓ/min |
| 아세틸렌 | 0.6 bar (0.6 Mpa) | 100 ℓ/min |
③ 냉각을 시행할 경우에는 용접기 통과 직후 200초(HH340=300초, HH370=480초) 동안 신속히 송풍을 시행한 후 송풍기 스위치를 끄고, 레일두부표면의 온도가 250~300℃가 되면 공냉 헤드와 레일 두부표면간의 거리를 10㎜로 유지한다.
④ 연화부의 범위(쇼어경도 HH370=49, HH340=47이하)는 20㎜이하이어야 한다.
⑤ 후열처리 후의 레일두부면 경도는 [표]에서 정한 위치에서 측정하여 다음의 경도가 되어야 한다.
레일두부면 경도
| 브리넬경도 | 쇼어경도 | 비커스경도 | |
| HH370 | 331~388 | 49~56 | 331 이상 |
| HH340 | 321~375 | 47~53 | 311 이상 |
⑥ 냉각은 용접기 통과 직후 200초 동안 송풍한 후(HH340=300초, HH370=480초)에 송풍기의 스위치를 끄고 레일두부 표면의 온도가 250~300℃가 되는 것을 확인하며, 그다음 공냉 헤드와 레일두부 표면 간의 거리는 10㎜로 한다.
⑦ 연화부의 범위(쇼어경도 HH370=49, HH340=47이하)는 20㎜ 이하이어야 한다.
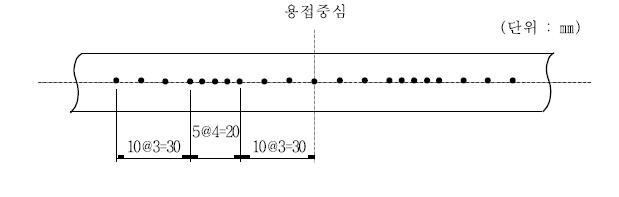
경도측정 위치
 |
'전기,철도 기술자료 > 철도상식' 카테고리의 다른 글
| 테르밋트 용접 (0) | 2025.11.25 |
|---|---|
| 플래시벗 용접 (0) | 2025.11.25 |
| 레일용접공사 (0) | 2025.11.24 |
| 콘리트궤도 레일신축이음장치 설치 (1) | 2025.11.24 |
| 자갈궤도 레일신축이음장치 설치 (0) | 2025.11.24 |